导读 (德州)(本地)《俊邦》不锈钢工程立柱发货快_德州资讯中心,山东省德州市俊邦金属材料有限公司为您提供(德州)(本地)《俊邦》不锈钢工程立柱发货快_德州资讯中心,联系人:张经理,电话:0527-88266888、17768165506,QQ:502309354,请联系山东省德州市俊邦金属材料有限公司,发货地:开发区辽河路东首发货到德州。 山东省,德州市 德州之“德”源于“德水”。德水为古黄河别名。隋开皇三年(583年)改“安德”为“德州”。德州市是国务院批复确定的中国冀鲁交界地区的交通枢纽和经济中心、鲁西北重要的工贸城市、山东省新能源产业基地,德州地处京沪、德石铁路交汇点,京沪(福)高速公路、青(岛)银(川)高速公路、德(州)石(家庄)高速公路和京杭运河穿越辖区,104、308、205国道过境,被确定为全国交通运输主枢纽城市。2016年9月,德州市入选“中国地级市民生发展100强”之一。德州市被列为第一批国家新型城镇化综合试点地区。2018年重新确认国家卫生城市(区)。2020年10月,被评为全国双拥模范城(县)。2023年,被评为三线城市。
想要更直观地了解(德州)(本地)《俊邦》不锈钢工程立柱发货快_德州资讯中心产品的细节和特色?我们为您制作了视频,它将带您进入一个比文字更加鲜活的世界。
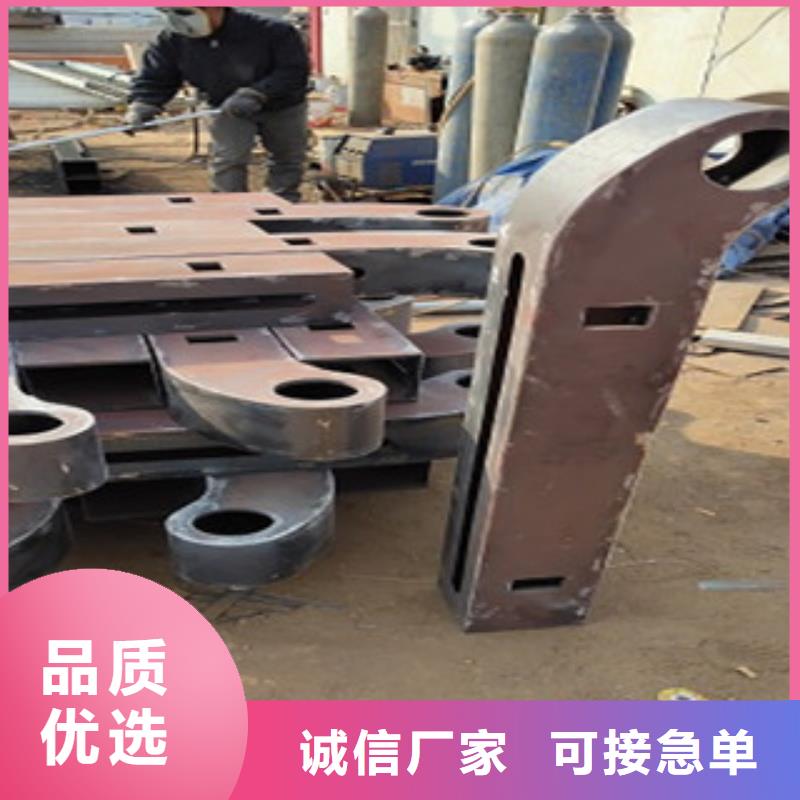
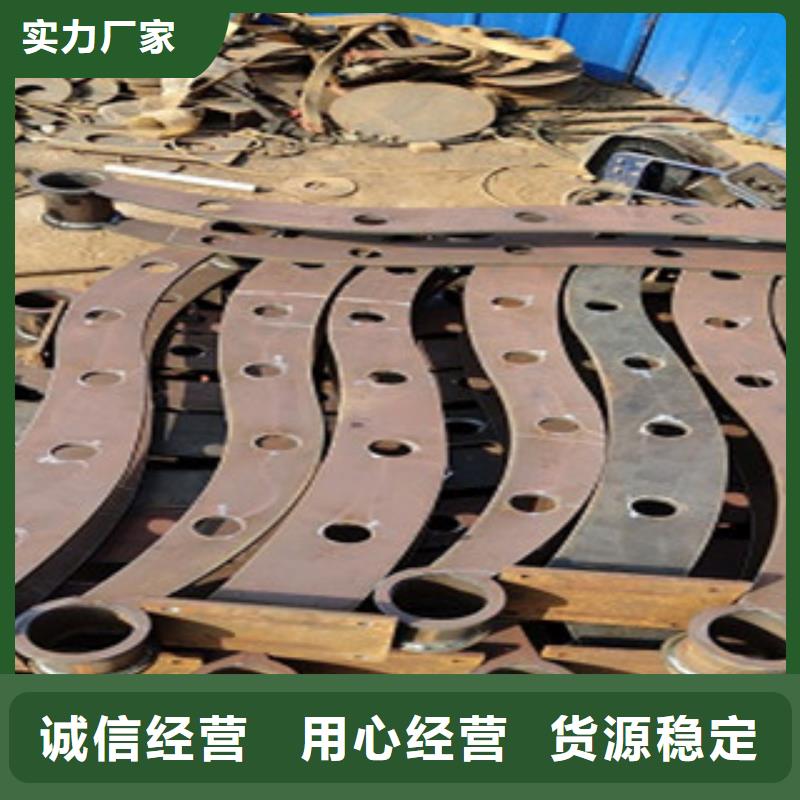
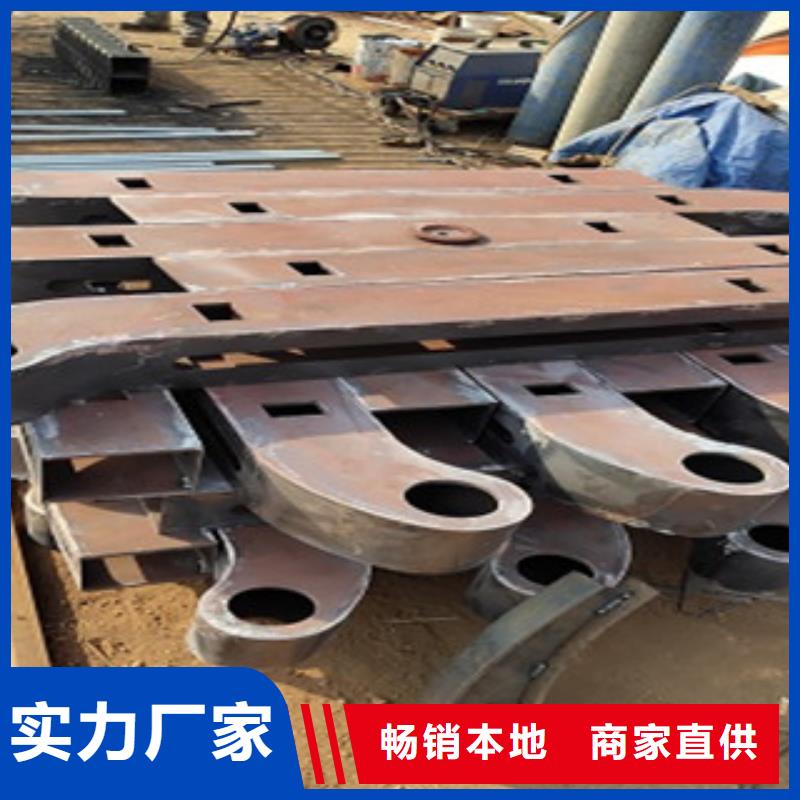
以下是:(德州)(本地)《俊邦》不锈钢工程立柱发货快_德州资讯中心的图文介绍
内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。

(本地)《俊邦》不锈钢工程立柱发货快_德州资讯中心")
(本地)《俊邦》不锈钢工程立柱发货快_德州资讯中心")
(本地)《俊邦》不锈钢工程立柱发货快_德州资讯中心")
德州俊邦金属材料有限公司在经过多年的市场淬炼,更是一马当先,秉承:精益求精、品质优胜、技术可靠的服务理念,在产品品质上面进一步提升前提下,为广大顾客提供优质产品及服务。
(本地)《俊邦》不锈钢工程立柱发货快_德州资讯中心")
总结 (德州)(本地)《俊邦》不锈钢工程立柱发货快_德州资讯中心_山东省德州市俊邦金属材料有限公司,固定电话:17768165506,移动电话:0527-88266888,联系人:张经理,QQ:502309354,开发区辽河路东首 发货到 山东省德州市。